Curby
ww-kirsche
Moin,
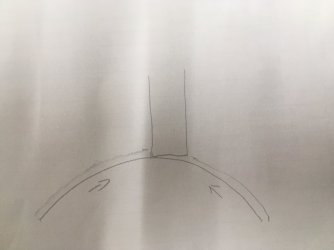
auf dem Bild ist ein rundes Werkstück zu sehen. Der Fräser fährt quer über das drehende Werkstück drüber. Wenn ich von rechts komme, haut es gewaltige Brandspuren rein, das ganze Zimmer war in Nebel eingehüllt. Wenn ich von links komme, passiert nichts dergleichen.
Ich habe immer im Gegenlauf gefräst. Woran kann das liegen? Ich dachte schon, dass der Fräser stumpf ist, jedoch hat ein zweiter, bisher kaum genutzter Fräser, das selbe Schadbild. Der Fräser wird auch unmittel sofort brütend heiß.
Die Fräsertiefe betrug nur 0,5-1mm. Es ist Buchenholz, der Fräser war 16mm bzw. 25,4mm breit. Andere Hölzer haben dieses Verhalten nicht gezeigt. Vorschub 30mm/s. Drehzahl 30.000.
Sollte ich die Drehzahl ggf. deutlich verringern? Ich habe gerade einige Tabellen gesehen, die für Hartholz eine deutlich niedrige Drehzahl angeben unabhängig vom Durchmesser des Fräsers.
auf dem Bild ist ein rundes Werkstück zu sehen. Der Fräser fährt quer über das drehende Werkstück drüber. Wenn ich von rechts komme, haut es gewaltige Brandspuren rein, das ganze Zimmer war in Nebel eingehüllt. Wenn ich von links komme, passiert nichts dergleichen.
Ich habe immer im Gegenlauf gefräst. Woran kann das liegen? Ich dachte schon, dass der Fräser stumpf ist, jedoch hat ein zweiter, bisher kaum genutzter Fräser, das selbe Schadbild. Der Fräser wird auch unmittel sofort brütend heiß.
Die Fräsertiefe betrug nur 0,5-1mm. Es ist Buchenholz, der Fräser war 16mm bzw. 25,4mm breit. Andere Hölzer haben dieses Verhalten nicht gezeigt. Vorschub 30mm/s. Drehzahl 30.000.
Sollte ich die Drehzahl ggf. deutlich verringern? Ich habe gerade einige Tabellen gesehen, die für Hartholz eine deutlich niedrige Drehzahl angeben unabhängig vom Durchmesser des Fräsers.