5minutenleim
ww-kastanie
Moin,
erst mal von der offensichtlicheren Variante ausgegangen:
Mit Verzinkung zu verbindende Bretter liegen flach, und die Fräse kann nur von oben bzw. seitlich, mit in der Ebene kreisförmigem Fräsmuster "angreifen".
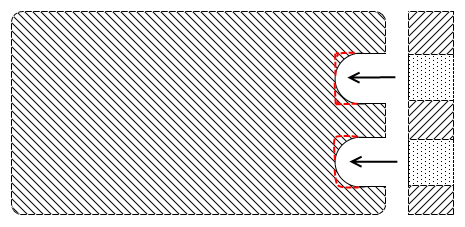
Einige youtube videos dazu sah ich, wo Leute mit einem recht dicken Fräser ihre Zinken ausfrästen, und dann verschiende Muster vorstellten, wie man mit dem Problem der nunmal runden "Ecken", die von einem runden Fräser erzeugt werden, wo aber keine kantigen Zinken hineinpassen, umgehen könnte.
Das waren alles verschiedene Weisen von weiterem Auffräsen der Ecken, wo dann also viel Luft am Ende bleibt, und es doch eher hässlich aussieht.
Bei dieser Variante frage ich mich:
Könnte man nicht einfach in einem 2. Durchgang mit einem sehr feinen Fräser die Ecken herausarbeiten, und es bleib nur noch eine geringe "Rest-rundheit" übrig, die ab nem bestimmten Maß nicht mehr wirklich etwas ausmacht? Oder wären so feine Fräser dann irgendwann eher zu kurz für angemessene Brett-dicken, oder ist aus anderen Gründen impraktikabel?
Die andere Variante fiel mir beim Anblick meiner bescheidenen China-Fräse ein, bzw. ihrer "Nutenplatte", die aus mehreren, schmaleren Alu-Profil-"brettern" besteht, die nebeneinander aufgeschraubt sind, statt einer ganzen platte. In diesem Fall könnte das eine Tugend sein, so könnte ich doch, etwa in der Mitte, eine dieser "Alu bretter" wieder entfernen, und darunter in den Tisch eine Öffnung sägen, über die entstandene "Lücke" in der Nutenplatte hinweg einen Schraubstock spannen, und ein Holzbrett von unter'm Tisch her einspannen, sodass man die Zinken seitlich bei stehendem Brett einfräsen könnte, mit schöner 90° Kante.
Diese Variante ist aber auch ein bisschen Rabiat, und bringt für andere Tätigkeiten der Fräse Nachteile bzgl. der ohnehin schon etwas labberigen Nuten-nicht-wirklich-platte, und das Ding da dauernd wieder an- und ab-zumontieren ist auch nicht das Wahre.
Gibt's sonst noch was, das nicht "Oberfräse kaufen oder per Stechbeitel" lautet?
Das ganze hier ist ein Versuch, möglichst viel Nutzen aus dem Maschinchen herauszuholen, und Zinkenmachen wäre ein weiterer willkommener Punkt auf der Liste.
erst mal von der offensichtlicheren Variante ausgegangen:
Mit Verzinkung zu verbindende Bretter liegen flach, und die Fräse kann nur von oben bzw. seitlich, mit in der Ebene kreisförmigem Fräsmuster "angreifen".
Einige youtube videos dazu sah ich, wo Leute mit einem recht dicken Fräser ihre Zinken ausfrästen, und dann verschiende Muster vorstellten, wie man mit dem Problem der nunmal runden "Ecken", die von einem runden Fräser erzeugt werden, wo aber keine kantigen Zinken hineinpassen, umgehen könnte.
Das waren alles verschiedene Weisen von weiterem Auffräsen der Ecken, wo dann also viel Luft am Ende bleibt, und es doch eher hässlich aussieht.
Bei dieser Variante frage ich mich:
Könnte man nicht einfach in einem 2. Durchgang mit einem sehr feinen Fräser die Ecken herausarbeiten, und es bleib nur noch eine geringe "Rest-rundheit" übrig, die ab nem bestimmten Maß nicht mehr wirklich etwas ausmacht? Oder wären so feine Fräser dann irgendwann eher zu kurz für angemessene Brett-dicken, oder ist aus anderen Gründen impraktikabel?
Die andere Variante fiel mir beim Anblick meiner bescheidenen China-Fräse ein, bzw. ihrer "Nutenplatte", die aus mehreren, schmaleren Alu-Profil-"brettern" besteht, die nebeneinander aufgeschraubt sind, statt einer ganzen platte. In diesem Fall könnte das eine Tugend sein, so könnte ich doch, etwa in der Mitte, eine dieser "Alu bretter" wieder entfernen, und darunter in den Tisch eine Öffnung sägen, über die entstandene "Lücke" in der Nutenplatte hinweg einen Schraubstock spannen, und ein Holzbrett von unter'm Tisch her einspannen, sodass man die Zinken seitlich bei stehendem Brett einfräsen könnte, mit schöner 90° Kante.
Diese Variante ist aber auch ein bisschen Rabiat, und bringt für andere Tätigkeiten der Fräse Nachteile bzgl. der ohnehin schon etwas labberigen Nuten-nicht-wirklich-platte, und das Ding da dauernd wieder an- und ab-zumontieren ist auch nicht das Wahre.
Gibt's sonst noch was, das nicht "Oberfräse kaufen oder per Stechbeitel" lautet?
Das ganze hier ist ein Versuch, möglichst viel Nutzen aus dem Maschinchen herauszuholen, und Zinkenmachen wäre ein weiterer willkommener Punkt auf der Liste.

