Huhu, ich bin ganz frisch hier. Ich habe mal versucht einen drehbaren Adapter mit Cura und meinem Anycubic Chiron zu drucken. Leider ohne Erfolg. Der Adapter ist eigentlich drehbar, wurde aber zusammen gedruckt, in Cura die Teile getrennt gedruckt, leider so stabiel das man es nicht zusammen gedrückt bekommt. Was mache ich da falsch? Kann mir da jemand helfen? Fusion 360 habe ich zwar, kann damit nur nicht um . Es geht um den OsVAC Neo F32/H32. Ich bin sonst echt total begeistert von der Idee usw..
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Drehbare Adapter ausdrucken aber wie!!
- Ersteller isi1564
- Erstellt am
-
- Schlagworte
- 3d druck anfänger braucht hilfe
wirdelprumpft
ww-robinie
https://www.woodworker.de/forum/threads/osvac-neo-drucke-abzugeben.124768/#post-974210
ich glaube eine PN an Odul könnte sich lohnen der hat die Dinger offentsichtlich erfolgreich gedruckt
ich glaube eine PN an Odul könnte sich lohnen der hat die Dinger offentsichtlich erfolgreich gedruckt
wirdelprumpft
ww-robinie
welches Druckmaterial wurde verwendet - welche Temperatur - welche Schichthöhe - welche Druckgeschwindigkeit - welche Heizbetttemperatur
welche Druckdüse - wieviel % infill - mit Lüfter wenn ja wieviel %
deswegen wäre es einfacher bei Odul nach diesen Parameter zu Fragen da er ja offentsichtlich erfolgreich druckt und sogar Verkaufsfähig ... aber vielleicht antwortet er hier ja noch selbst....
Leider kann das von Übermaß durch falsche Parameter bis hin zum falschen Material viele Ursachen haben....
welche Druckdüse - wieviel % infill - mit Lüfter wenn ja wieviel %
deswegen wäre es einfacher bei Odul nach diesen Parameter zu Fragen da er ja offentsichtlich erfolgreich druckt und sogar Verkaufsfähig ... aber vielleicht antwortet er hier ja noch selbst....
Leider kann das von Übermaß durch falsche Parameter bis hin zum falschen Material viele Ursachen haben....
Richtig lesen hilft.Odul verkauft die gedruckten Teile die Er nicht mehr braucht.
@odul verkauft da nix. Du kannst ihm was spenden, wenn Du von seinen übrigen Adaptern was haben magst.
Zu allen anderen Fragen fragst Du ihn einfach höflich. Er hat die Neo-Version von osVac entwickelt.
Wenn Du noch ein bisschen postest... notfalls im Snadkasten... kannst Du ihn auch direkt fragen. Aber da er jetzt hier verlinkt ist, wird er ohnehin informiert.Ich versuche mal Kontakt auf zu nehmen.
odul
ww-robinie
Ich muss ja schmunzeln. Leider verstehe ich nicht ganz, was du gemacht hast.
ABER wenn du beide Teile getrennt gedruckt hast und sie dann zusammendrücken willst: das geht nicht. Die werden beide zusammen in einem Vorgang gedruckt.
ABER wenn du beide Teile getrennt gedruckt hast und sie dann zusammendrücken willst: das geht nicht. Die werden beide zusammen in einem Vorgang gedruckt.
Zuletzt bearbeitet:
odul
ww-robinie




odul
ww-robinie
Wenn gar nichts geht:
einen der Länge nach aufsägen und schauen, ob sich die Hälften trennen lassen.
einen der Länge nach aufsägen und schauen, ob sich die Hälften trennen lassen.
odul
ww-robinie
Oh, naja die ganzen Parameter naja war so wie ich sonst immer drucke. Sorry aber so tief in dem Thema bin ich nun auch wieder nicht. Aber trotzdem vielen Dank für Deine Antwort. Ich versuche mal Kontakt auf zu nehmen.
@isi1564 : konnten wir dir hier jetzt weiterhelfen? osVAC lebt auch von Rückmeldungen der Anwender.
odul
ww-robinie
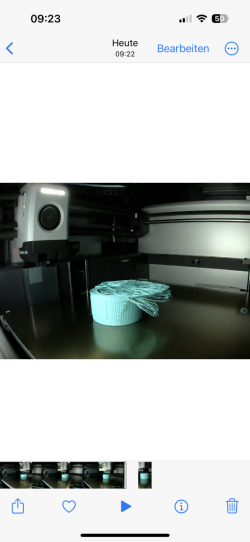
Ich habe bisher mit den SlipRing Ausdrucken noch keine Probleme gehabt. Meine PETG Versionen ließen sich alle ganz einfach ohne Zuhilfenahme von Werkzeugen drehen. Gestern habe ich noch einen PLA-Druck gestartet und musste heute am Morgen ein bescheidenes Ergebnis in Augenschein nehmen. Es hat einen Moment gedauert bis ich verstanden habe, dass beim Druck sich bereits der SlipRing gelöst hatte und das obere Bauteil vom 3D-Drucker immer schön mitgedreht wurde.
Ich habe mir für diesen individuellen Adapter den Hoseteil aus dem osVACneo Projekt in eine neue Konstruktion kopiert und mit einer von Thingivese runtergeladene STL-Datei kombiniert, da ich den Kärcher Anschluss nicht neu erfinden wollte. Das war für mich schon ziemlich tricky und hat mich bis zum Ergebnis ein wenig Zeit gekostet. Meine Frage daher: Ist es beispielsweise mit dem im Projekt enthaltenen Fusion360 Dokument 'osVACneo Special' möglich, solche Vorhaben zu realisieren? Für mein Ergebnis musste ich die Körper zueinander ausrichten und den konischen Verbindungsring (TransitionKonus) manuell zwischen den beiden Körpern modellieren.
Jetzt habe ich das Bauteil auf der Druckplatte einmal auf den Kopf gestellt und hoffe, dass es so sauber zu Ende gedruckt werden kann.
Anhang anzeigen 138749
habe ich in https://www.woodworker.de/forum/thr...erfolgreiche-gescheiterte.125682/#post-992314 weitergeführt.
So liebe Leute, bin mal wieder online gewesen und ich kann mich nur recht herzlich bedanken für den tip es mit dem Messer mal auf zu schneiden. Das hat super geklappt, ich bin ja sowas von begeistert. Vielen vielen lieben DANK für den Tip und dem tollen System. Klasse Arbeit kann ich da nur sagen. Werde gleich noch einen drucken. Eine kleine Frage noch, welchen Schlauch könnt ihr empfehlen der bei dem Adapter super passt? Wenn es erlaubt ist, gern von Amazon. Danke Jungs
Zuletzt bearbeitet:
odul
ww-robinie
Also, um Amazon mache ich meist einen großen Bogen - und lande dann bei ebay für solche Dinge. Suche nach Staubsaugerschlauch 32mm. Die Verkäufer nehmen sich da nicht viel. Das Material ist so weich, dass sich das eigentlich immer in die Schlauchaufnahme reindrehen läßt. Finde gerade nicht mehr, wo ich bestellt hatte. Oder du schaust in den Elektroschrottcontainer auf dem Wertstofhof.
Hallo zusammen,
ich versuche verzweifelt die Drehadapter zu drucken… Stelle ich den gap in fusion auf 0.2 oder 0,15 schlägt der Druck fehl, also der obere und untere Teil halten nicht zusammen. Bei einem gap von 0,1 läuft der Druck durch allerdings sind die Teile dann nicht mehr drehbar… im slicer sieht man das er einiger Layer in der luft drucken möchte… hatte ein solches Phänomen bisher noch nicht… ist auf meinen beiden Druckern (Voron, Bambu X1c) identisch, beide mit 0,4er Nozzle… auch Material ist egal habe ABS/ Petg und PLA getestet… hat jemand eine Idee?? Verwendete Slicer sind Bambu Studion & Superslicer.
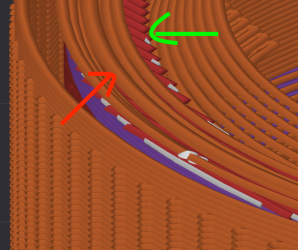
Anbei noch ein Bild aus dem Slicer, die dicke Linie in der Mitte (roter Pfeil) hat seitlich einen abstand der dem eingestellten Gap enspricht, allerdings einen abstand von 0.4 nach unten zum letzten Toplayer(grüner Pfeil) also wird dieser in der Luftgedruckt....
Grüße,
Daniel
Edit:
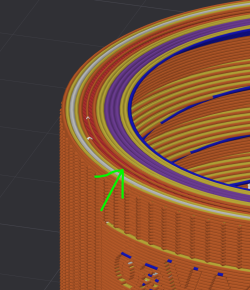
Ich denke ich habs gefunden, bei einer Layerhöhe von 0,2 fehlt der Kontaktlayer (2. Bild) bei 0,3 Layerhöhe ist der vorhanden...
ich versuche verzweifelt die Drehadapter zu drucken… Stelle ich den gap in fusion auf 0.2 oder 0,15 schlägt der Druck fehl, also der obere und untere Teil halten nicht zusammen. Bei einem gap von 0,1 läuft der Druck durch allerdings sind die Teile dann nicht mehr drehbar… im slicer sieht man das er einiger Layer in der luft drucken möchte… hatte ein solches Phänomen bisher noch nicht… ist auf meinen beiden Druckern (Voron, Bambu X1c) identisch, beide mit 0,4er Nozzle… auch Material ist egal habe ABS/ Petg und PLA getestet… hat jemand eine Idee?? Verwendete Slicer sind Bambu Studion & Superslicer.
Anbei noch ein Bild aus dem Slicer, die dicke Linie in der Mitte (roter Pfeil) hat seitlich einen abstand der dem eingestellten Gap enspricht, allerdings einen abstand von 0.4 nach unten zum letzten Toplayer(grüner Pfeil) also wird dieser in der Luftgedruckt....
Grüße,
Daniel
Edit:
Ich denke ich habs gefunden, bei einer Layerhöhe von 0,2 fehlt der Kontaktlayer (2. Bild) bei 0,3 Layerhöhe ist der vorhanden...
Anhänge
Zuletzt bearbeitet:
odul
ww-robinie
Guten Morgen und willkommen hier.
Ich grübele ja, was du mit "Stelle ich den gap in fusion auf 0.2 oder 0,15 schlägt der Druck fehl, also der obere und untere Teil halten nicht zusammen." meinst. Dass es sich wirklich nicht drucken läßt oder dass du das glaubst und es gar nicht probiert hast?
Im ersten Fall, kannst du bitte beschreiben, wie der Druck fehl schlägt? Bisher kenne ich keinen Fall, wo Drucke nicht zusammen gehalten haben. Nur Fälle, wo es "zu gut" hält. Ah, Bilder wären dann hilfreich.
Im zweiten Fall: Damit sich das ganze drehen kann, MUSS ja ein Spalt zwischen den beiden Hälften da sein. Das heißt auch, dass in diesem Bereich in die Luft gedruckt wird. Hört sich nach Siemens Lufthaken an, geht aber ganz gut - normalerweise.
Und was meinst du eigentlich mit "Kontaktlayer"?
Ich grübele ja, was du mit "Stelle ich den gap in fusion auf 0.2 oder 0,15 schlägt der Druck fehl, also der obere und untere Teil halten nicht zusammen." meinst. Dass es sich wirklich nicht drucken läßt oder dass du das glaubst und es gar nicht probiert hast?
Im ersten Fall, kannst du bitte beschreiben, wie der Druck fehl schlägt? Bisher kenne ich keinen Fall, wo Drucke nicht zusammen gehalten haben. Nur Fälle, wo es "zu gut" hält. Ah, Bilder wären dann hilfreich.
Im zweiten Fall: Damit sich das ganze drehen kann, MUSS ja ein Spalt zwischen den beiden Hälften da sein. Das heißt auch, dass in diesem Bereich in die Luft gedruckt wird. Hört sich nach Siemens Lufthaken an, geht aber ganz gut - normalerweise.
Und was meinst du eigentlich mit "Kontaktlayer"?
Ich habe die verschiedenen gaps wirklich probiert, ergebnis bei 0.2 und 0.15... schlägt fehl, siehe bilder  also ich kenn das bei drehbaren teilen anders.... normalerweise sitzen dort mehrere stütz elemente, in höhe des gewünschten abstands welche so gedruckt sind das sie bei drehen weg brechen, diese sind im normalfall nozzle dm * 2 lang also bei einer 0,4er nozzle 0,8mm und 0,32 breit und dann eben auf den durchmesser verteilt, beim voll kreis in der regel alle 60° einer...
also ich kenn das bei drehbaren teilen anders.... normalerweise sitzen dort mehrere stütz elemente, in höhe des gewünschten abstands welche so gedruckt sind das sie bei drehen weg brechen, diese sind im normalfall nozzle dm * 2 lang also bei einer 0,4er nozzle 0,8mm und 0,32 breit und dann eben auf den durchmesser verteilt, beim voll kreis in der regel alle 60° einer...
Mit Kontaktlayer ist der schmale, auf dem zweiten bild oben gemeint, welcher genau diese funktion realisiert, allerdings eben auf dem gesamten umfang, allerdings benötigt man dazu eine layerhöhe von 0,3
also ich kenn das bei drehbaren teilen anders.... normalerweise sitzen dort mehrere stütz elemente, in höhe des gewünschten abstands welche so gedruckt sind das sie bei drehen weg brechen, diese sind im normalfall nozzle dm * 2 lang also bei einer 0,4er nozzle 0,8mm und 0,32 breit und dann eben auf den durchmesser verteilt, beim voll kreis in der regel alle 60° einer... Mit Kontaktlayer ist der schmale, auf dem zweiten bild oben gemeint, welcher genau diese funktion realisiert, allerdings eben auf dem gesamten umfang, allerdings benötigt man dazu eine layerhöhe von 0,3
Anhänge

odul
ww-robinie
Also, wenn es konstruktiv was zu verbessern gibt, ändere ich das in osVAC neo gerne. Dazu wären konkrete Beispiele hilfreich, damit ich das verstehen kann. Wobei ich mal gespannt bin, wie die dann "normalerweise" aussehen. Ich vermute mal, dass es da um deutlich größere Abstände geht.
Wenn ich mir rafts anschaue, dann sind die im Konzept genauso wie der Drehring. Da gibt es eine Unter/Stützkonstruktion und mit minimalen Abstand ruht da drauf der eigentliche Druck. Da ich aber auch nicht alles weiß, bin ich für Verbesserungen offen.
Es gibt von andrebsch einen F32H32-Verbinder, den hat er überall mit mehr Luft konzipiert. Das Ding war einfacher zu drucken. Das Spaltmaß hatte er auf 0,4mm gesetzt. Dazu hatte er in den Spalt mehrere Stützen eingebaut, die man mit einem Cuttermesser durchtrennen musste. Das war recht fummelig.
Um andrebsch zu würden: er hatte das in F360 erstellt und das war mir am Anfang eine große Hilfe beim Konzipieren von osVAC neo.
Auf Grund dessen hatten meine ersten Entwürfe außen ähnliche Stützhilfen. Es stellte sich aber heraus, dass es bei mir komplett ohne ging. Also habe ich die irgendwann wieder rausgeworfen.
Soviel erst mal dazu. Wir können mal kurzschließen und direkt austauschen. Wie gesagt, wenn da was zu verbessern ist, mache ich das gerne.
Wenn ich mir rafts anschaue, dann sind die im Konzept genauso wie der Drehring. Da gibt es eine Unter/Stützkonstruktion und mit minimalen Abstand ruht da drauf der eigentliche Druck. Da ich aber auch nicht alles weiß, bin ich für Verbesserungen offen.
Es gibt von andrebsch einen F32H32-Verbinder, den hat er überall mit mehr Luft konzipiert. Das Ding war einfacher zu drucken. Das Spaltmaß hatte er auf 0,4mm gesetzt. Dazu hatte er in den Spalt mehrere Stützen eingebaut, die man mit einem Cuttermesser durchtrennen musste. Das war recht fummelig.
Um andrebsch zu würden: er hatte das in F360 erstellt und das war mir am Anfang eine große Hilfe beim Konzipieren von osVAC neo.
Auf Grund dessen hatten meine ersten Entwürfe außen ähnliche Stützhilfen. Es stellte sich aber heraus, dass es bei mir komplett ohne ging. Also habe ich die irgendwann wieder rausgeworfen.
Soviel erst mal dazu. Wir können mal kurzschließen und direkt austauschen. Wie gesagt, wenn da was zu verbessern ist, mache ich das gerne.
wirdelprumpft
ww-robinie
könnte man da nicht eine Zwischenschicht mit 0.2 mm mit wasserlöslichem Stützfilament machen ? sofern 2 Druckköpfe am Drucker vorhanden
odul
ww-robinie
Ich muss gleich los und bin dann den ganzen Tag unterwegs.
Wenn ich mir die Bilder anschaue: Solche Spagettis hatte ich auch schon. Dann aber eher mit PETG und es waren Druckprobleme wie Druck zu heiß oder zu kalt. Eher zu heiß, wenn ich mich recht erinnere. Und auch nicht am Drehring. Da müsste ich mal im Fundus wühlen, ob ich da was aufgehoben habe.
Da ich den Begriff Kontaktlayer nicht kenne, habe ich gerade im www mal kurz gesucht, aber nichts gefunden. Hast du dazu mal links?
Last, but not least, habe ich ein nicht erhärtetes Misstrauen gegen bestimmte Slicer. Ich habe einen Ender 3 und verwende nur Cura. Wobei mein Verdacht auf Cura5 fällt. Deswegen nutze ich bevorzugt Cura4. Bin noch nicht dazu gekommen, dieses Misstrauen zu erhärten oder auszuschließen. Du könntest es also mal mit Cura4 probieren. Version kannst du von mir kriegen, falls man die im www nicht mehr findet.
Ich tippe trotz allem noch auf ein drucktechnisches Problem. Kann aber auch nichts anderes ausschließen.
Wenn ich mir die Bilder anschaue: Solche Spagettis hatte ich auch schon. Dann aber eher mit PETG und es waren Druckprobleme wie Druck zu heiß oder zu kalt. Eher zu heiß, wenn ich mich recht erinnere. Und auch nicht am Drehring. Da müsste ich mal im Fundus wühlen, ob ich da was aufgehoben habe.
Da ich den Begriff Kontaktlayer nicht kenne, habe ich gerade im www mal kurz gesucht, aber nichts gefunden. Hast du dazu mal links?
Last, but not least, habe ich ein nicht erhärtetes Misstrauen gegen bestimmte Slicer. Ich habe einen Ender 3 und verwende nur Cura. Wobei mein Verdacht auf Cura5 fällt. Deswegen nutze ich bevorzugt Cura4. Bin noch nicht dazu gekommen, dieses Misstrauen zu erhärten oder auszuschließen. Du könntest es also mal mit Cura4 probieren. Version kannst du von mir kriegen, falls man die im www nicht mehr findet.
Ich tippe trotz allem noch auf ein drucktechnisches Problem. Kann aber auch nichts anderes ausschließen.
odul
ww-robinie
könnte man da nicht eine Zwischenschicht mit 0.2 mm mit wasserlöslichem Stützfilament machen ? sofern 2 Druckköpfe am Drucker vorhanden
Natürlich. Aber Hydras sind so selten wie Erlkönige. Leider.
odul
ww-robinie
Eines fällt mir noch ein:
Passiert es immer an der exakt gleichen Stelle? Welche? Am Drehring, so wie du beschreibst. Aber wo da?
Passiert es immer an der exakt gleichen Stelle? Welche? Am Drehring, so wie du beschreibst. Aber wo da?
Als slicer habe ich superslicer und Bambu Studio (basieren beide auf dem prusaslicer) verwendet. Das Material ist egal, ich hab’s mit abs, pla und Perg getestet. Die Drucker passen von den Einstellungen, auch die jeweiligen filament Einstellungen… die Stelle ist mit egal welchem Material die gleiche es beginnt sobald er die eine Bahn in die Luft gedruckt hat. Habe jetzt einen in 0,3 gedruckt und Siege da der funktioniert wie er soll… zum Thema der Abstützungen geht das von dem Andrebsch geht in die richtige Richtung nur eben nicht außen sondern innen und filigraner damit man die einfach abdrehen kann, ich bin leider heute und morgen voll verplant, können uns gern im Laufe der Woche mal kurzschliessen ♂️Ich muss gleich los und bin dann den ganzen Tag unterwegs.
Wenn ich mir die Bilder anschaue: Solche Spagettis hatte ich auch schon. Dann aber eher mit PETG und es waren Druckprobleme wie Druck zu heiß oder zu kalt. Eher zu heiß, wenn ich mich recht erinnere. Und auch nicht am Drehring. Da müsste ich mal im Fundus wühlen, ob ich da was aufgehoben habe.
Da ich den Begriff Kontaktlayer nicht kenne, habe ich gerade im www mal kurz gesucht, aber nichts gefunden. Hast du dazu mal links?
Last, but not least, habe ich ein nicht erhärtetes Misstrauen gegen bestimmte Slicer. Ich habe einen Ender 3 und verwende nur Cura. Wobei mein Verdacht auf Cura5 fällt. Deswegen nutze ich bevorzugt Cura4. Bin noch nicht dazu gekommen, dieses Misstrauen zu erhärten oder auszuschließen. Du könntest es also mal mit Cura4 probieren. Version kannst du von mir kriegen, falls man die im www nicht mehr findet.
Ich tippe trotz allem noch auf ein drucktechnisches Problem. Kann aber auch nichts anderes ausschließen.
Yes das könnte ich mal testen hab das Zeug hier mache ich im Laufe der Woche malkönnte man da nicht eine Zwischenschicht mit 0.2 mm mit wasserlöslichem Stützfilament machen ? sofern 2 Druckköpfe am Drucker vorhanden
Als slicer habe ich superslicer und Bambu Studio (basieren beide auf dem prusaslicer) verwendet. Das Material ist egal, ich hab’s mit abs, pla und Perg getestet. Die Drucker passen von den Einstellungen, auch die jeweiligen filament Einstellungen… die Stelle ist mit egal welchem Material die gleiche es beginnt sobald er die eine Bahn in die Luft gedruckt hat. Habe jetzt einen in 0,3 gedruckt und Siege da der funktioniert wie er soll… zum Thema der Abstützungen geht das von dem Andrebsch geht in die richtige Richtung nur eben nicht außen sondern innen und filigraner damit man die einfach abdrehen kann, ich bin leider heute und morgen voll verplant, können uns gern im Laufe der Woche mal kurzschliessen ♂️
Ich sag's mal so: Dein Bambu Lab X1 ist einfach zu präzise... Gap Fill hast du im Slicer ausgemacht, oder? Hast du die Probleme denn auch beim Original OSVac? Kannst dort auch nur den Slip Ring drucken, um nicht zuviel Material zu verschwenden.
