Fast richtig:
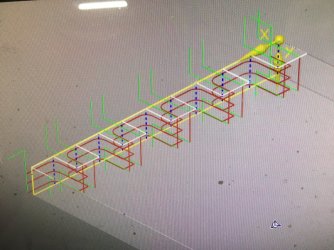
In der Zeichnung war es genauso gezeichnet, sogar mit Detail.
Hat aber keiner drauf reagiert.
Erst bei der Abnahme ist dem Prüfer das aufgefallen.
Da das aber gezeichnet war konnte er, ausser mit dem Kopf schütteln nichts machen.
Gab ein paar Punktabzüge, hat aber gereicht.
In der Zeichnung war es genauso gezeichnet, sogar mit Detail.
Hat aber keiner drauf reagiert.
Erst bei der Abnahme ist dem Prüfer das aufgefallen.
Da das aber gezeichnet war konnte er, ausser mit dem Kopf schütteln nichts machen.
Gab ein paar Punktabzüge, hat aber gereicht.



 Zinken sehen echt super aus
Zinken sehen echt super aus