Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Shinko Dickenhobel und Abrichte
- Ersteller WoodDon
- Erstellt am
-
- Schlagworte
- dickenhobel
Kerstenk
ww-robinie
eine nicht gehärtete Schraube ist immer Dehnfähig, auch eine 8.8, wobei ich meine Zweifel habe ob die überhaupt 8.8 sind.was bitte verstehst du unter einer "nicht harten Schraube" und wie soll die Toleranzen "auffangen"?
Eine Senschraube wie sie da verwendet werden, tragen mit aller Sicherheit nur an sehr wenigen Stellen, die Schrauben sind alles, nur keine Präzisionsteile.
Gruss Kersten
Gelöschtes Mitglied 109767
Gäste
Jetzt geht es aber wild durcheinander:eine nicht gehärtete Schraube ist immer Dehnfähig, auch eine 8.8, wobei ich meine Zweifel habe ob die überhaupt 8.8 sind.
Eine Senschraube wie sie da verwendet werden, tragen mit aller Sicherheit nur an sehr wenigen Stellen, die Schrauben sind alles, nur keine Präzisionsteile.
- Metrische Gewindeschrauben werden grundsätzlich nicht gehärtet. Wenn sie gehärtet wären, dann könnte man sie nicht mehr als Schrauben verwenden (siehe Spannungs-Dehnungs-Diagramm)
- Die Befestigungsschrauben von Wendeplatten haben eine Güte 8.8 oder 10.9 (siehe Anzugsmomente). Mit Schrauben geringerer Festigkeit kann man die gegebenen Anzugsmomente / Vorspannkräfte nicht erreichen.
- Mit Dehnschrauben hat das hier überhaupt nichts zu tun - Dehnschrauben haben einen geschliffenen Schaft.
Kerstenk
ww-robinie
Du wolltest wissen was ich als nicht harte Schraube bezeichne, habe also nie behauptet das diese Gehärtet sindJetzt geht es aber wild durcheinander:
Ich glaube wir lassen das jetzt besser...
- Metrische Gewindeschrauben werden grundsätzlich nicht gehärtet. Wenn sie gehärtet wären, dann könnte man sie nicht mehr als Schrauben verwenden (siehe Spannungs-Dehnungs-Diagramm)
- Die Befestigungsschrauben von Wendeplatten haben eine Güte 8.8 oder 10.9 (siehe Anzugsmomente). Mit Schrauben geringerer Festigkeit kann man die gegebenen Anzugsmomente / Vorspannkräfte nicht erreichen.
- Mit Dehnschrauben hat das hier überhaupt nichts zu tun - Dehnschrauben haben einen geschliffenen Schaft.

Und habe auch nicht behauptet das es sich um eine Dehnschraube handelt, wovon ich weis was es ist. Sonderen das sie es im Notfall aufnehmen kann, da sie sich verformen kann, weil nicht hart, denn genau deshalb darf sie nicht hart sein.
Aber ich glaube hier wird gerne verwechselt, Metallverarbeitung und Holzverarbeitung, die Kräfte der beiden unterscheiden sich massgeblich und auch was die Genauigkeit angeht, gerade im Hinblick das es hier sogar um eine Maschine im unteren Preisbereich sich handelt, hier kostet eine ganze Maschine soviel wie im Metallbereich mitunter ein einzelner Werkzeughalter....
Gruss Kersten
Moin
ich habe wie von Alois vorgeschlagen die Platte mal angemalt. Angeschraubt und wieder gelöst.
Man kann einen Rand auf der Senkung erkennen, auch wenn nur sehr dünn.
Dieser ist aber durchgängig. Man sieht es auf Grund des Aufnahmewinkels nicht sehr gut aber der Rand ist durchgängig.
Leider ist die Senkung von Haus aus schwarz was das erkennen etwas erschwert.
ich habe wie von Alois vorgeschlagen die Platte mal angemalt. Angeschraubt und wieder gelöst.
Man kann einen Rand auf der Senkung erkennen, auch wenn nur sehr dünn.
Dieser ist aber durchgängig. Man sieht es auf Grund des Aufnahmewinkels nicht sehr gut aber der Rand ist durchgängig.
Leider ist die Senkung von Haus aus schwarz was das erkennen etwas erschwert.
Anhänge



Würdet ihr denn die 30 Grad oder die 50 Grad Schneide bevorzugen?
Macht das einen Unterschied auf die Kraft die auf die Schraube wirkt?
Ich hatte wie erwähnt das Gefühl, dass die 30 Grad Schneide ein etwas feineres Hobelbild hinterlässt.
Macht das einen Unterschied auf die Kraft die auf die Schraube wirkt?
Ich hatte wie erwähnt das Gefühl, dass die 30 Grad Schneide ein etwas feineres Hobelbild hinterlässt.
Naja das hat was mit dem Durchmesser der Welle zu tun. Du solltest dich an den originalen Platten orientieren.Vielleicht kann noch mal jemand was zu den unterschiedlichen Winkeln der Schneide sagen?
Kann man ja ungefähr messen. Auf Papier legen und den Schnittwinkel mit Lineal verlängern. Naja und dann messen
Kerstenk
ww-robinie
Die Original sind HSS und die Alternative VHM. VHM ist spröder und kann daher nicht so dünn ausgeschliffen werden ohne das Risiko von kleinen Ausbrüchen einzugehen, gerade wenn man zB auf schwarze Äste der Fichte trifft. Es geht nicht um Gefahr, sondern um Schärfe, daher sind auch Streifenhobelmesser in Hartmetall nicht immer die richtige Wahl, weil man da immer den ganzen Satz wechseln muss, das ist auch einer der Vorteile der Spiralmesserwelle.Danke.
Der Winkel der Original Messer ist 50 Grad.
Der der Alternativ Messer 30 Grad.
Die Frage ist ob es da Probleme geben könnte.
Es gibt aber von Dictum auch VHM Messer, sie kosten gerade mal einen zehner mehr je 10 Stück.
Gruss Kersten
Hi zusammen,
dann hänge ich mich hier auch mal noch mit ran, nachdem ich in meinem anderen Thread gerade tatsächlich nach einem Tag Nutzung die Messer offenbar "geschrotet" habe: Hat schon mal jemand die "TCT"/HM Messer von Dictum bestellt und getestet? https://www.dictum.com/de/elektrowerkzeuge-hobeln/wendeplatten-tct-10-stueck-715481
Wenn die Original HSS wirklich so empfindlich sind wie es scheint, braucht man ja auf jeden Fall eine Alternative. Ob es jetzt irgendwelche vierschneidigen die passen sind oder halt diese von Dictum kann ja dann jeder für sich entscheiden.
Und ob es irgendwelche Alternativen zu denen von Dictum gibt scheint hier ja auch den 16 Seiten auch nicht geklärt worden zu sein, oder?
Ist natürlich schon eine Ansage mit 120€ für 20 Messer...
Grüße
Philipp
dann hänge ich mich hier auch mal noch mit ran, nachdem ich in meinem anderen Thread gerade tatsächlich nach einem Tag Nutzung die Messer offenbar "geschrotet" habe: Hat schon mal jemand die "TCT"/HM Messer von Dictum bestellt und getestet? https://www.dictum.com/de/elektrowerkzeuge-hobeln/wendeplatten-tct-10-stueck-715481
Wenn die Original HSS wirklich so empfindlich sind wie es scheint, braucht man ja auf jeden Fall eine Alternative. Ob es jetzt irgendwelche vierschneidigen die passen sind oder halt diese von Dictum kann ja dann jeder für sich entscheiden.
Und ob es irgendwelche Alternativen zu denen von Dictum gibt scheint hier ja auch den 16 Seiten auch nicht geklärt worden zu sein, oder?
Ist natürlich schon eine Ansage mit 120€ für 20 Messer...
Grüße
Philipp
Zuletzt bearbeitet:
Hab Geduld.
Ich habe mir von Amazon aus Beitrag 353 die Messer mal bestellt. Rein Interesse halber.
Mit den einmal gedrehten Original Messern habe ich jetzt schon paar schöne Meter Ahorn ohne Probleme abgerichtet.
Nussbaum auch.
Ich hatte die Messer beschädigt weil irgend etwas in der Eiche drin war die ich auch gehobelt hatte. Vielleicht Sandkörner oder so. Sie stammte aus einem Scheunenabriss.
Magnetisch war es nicht.
Deshalb würde ich die Messer nicht als Schrott bezeichnen. Passiert halt.
Ich habe mir von Amazon aus Beitrag 353 die Messer mal bestellt. Rein Interesse halber.
Mit den einmal gedrehten Original Messern habe ich jetzt schon paar schöne Meter Ahorn ohne Probleme abgerichtet.
Nussbaum auch.
Ich hatte die Messer beschädigt weil irgend etwas in der Eiche drin war die ich auch gehobelt hatte. Vielleicht Sandkörner oder so. Sie stammte aus einem Scheunenabriss.
Magnetisch war es nicht.
Deshalb würde ich die Messer nicht als Schrott bezeichnen. Passiert halt.
Kerstenk
ww-robinie
deshalb immer drauf achten das Bretter nicht irgendwo auf den Boden landen wo sie sich was einfangen können, ein Korn kann schon reichen und das Messer ist hinVielleicht Sandkörner oder so. Sie stammte aus einem Scheunenabriss.
Deshalb mag ich auch gar nicht gerne für fremde was aushobeln, gerade dann wenn man auch noch frische Messer drinnen hat.
willyy
ww-robinie
ich hab eine Spiralmesserwelle mit HM Messern (kein Dictum, kein Shinko), auch da mußte ich feststellen, dass die nicht ewig halten. Ich hab 2 mini Scharten drin, die auch nur von Ästen kommen können. Die Streifen sind aber so gering, dass sie michnicht stören und Messer drehen werde ich deshalb noch nicht.die Original HSS wirklich so empfindlich sind wie es scheint,
Gelöschtes Mitglied 109767
Gäste
@dsdommi
Wendeplatten wie sie z.B. in Bernardo Hobelmaschinen eingesetzt werden haben einen Schneidenwinkel von 60°.
Wenn die SHINKO 50° hat, dann ist die Schneide schon ein ganzes Stück spitzer.
Das ergibt geringere Schnittkräfte und eine (theoretisch) feineres Hobelbild.
Eine 30° Schneide scheint mir für eine Hobelmaschine schon eine sehr spitze Schneide zu sein - ich würde da relativ schnell Ausbrüche erwarten.
Bist du sicher, dass du den richtigen Winkel (Schneidenwinkel und nicht Freiwinkel) meinst?
Bezüglich Hobelbild:
Bei einer Hobelwelle sind die Schneidplatten liegend angeordnet und im Schnitt nur 10° - 15° zur Schnittfläche geneigt.
Selbst wenn die Wendeplatte um 0,1mm verdreht werden könnte würde das im Schnittbild nur ein paar Hundertstel Millimeter in der Tiefe ausmachen. Heißt: du merkst eine leicht verdrehte Platte gar nicht.

Wegen der Maß-Toleranz der Wendeplatten gab es auch einige "Meinungen". Dazu mal die Fakten:
ich habe normale Wendeplatten für Hobelwellen mal vermessen: Toleranz über die Schneiden gemessen + / - 0,01mm


Zum Thema "Welche Qualität müssen die Schrauben zur Befestigung der Wendeplatten haben" habe ich einige Fragen bekommen weil es in diesem Thread ja sehr lässige Meinungen, dazu aber keine Fakten gab.
Selbst in Blogs liest man immer wieder von "weichen Schrauben, geringe Qualität, nicht so genau..." etc.
Aus meiner Sicht sind das brandgefährliche Aussagen weil sie nicht versierte Anwender (und offensichtlich auch Profis) dazu verleiten mit dem Thema etwas zu lässig umzugehen.
Ich werde zeitnah einen neuen Thread erstellen in dem die Anforderungen und Zusammenhänge bei der Schraub-Befestigung von Wendeplatten mal näher beleuchtet werden. Wird interessant...
Viele Grüße
Alois
Wendeplatten wie sie z.B. in Bernardo Hobelmaschinen eingesetzt werden haben einen Schneidenwinkel von 60°.
Wenn die SHINKO 50° hat, dann ist die Schneide schon ein ganzes Stück spitzer.
Das ergibt geringere Schnittkräfte und eine (theoretisch) feineres Hobelbild.
Eine 30° Schneide scheint mir für eine Hobelmaschine schon eine sehr spitze Schneide zu sein - ich würde da relativ schnell Ausbrüche erwarten.
Bist du sicher, dass du den richtigen Winkel (Schneidenwinkel und nicht Freiwinkel) meinst?
Bezüglich Hobelbild:
Bei einer Hobelwelle sind die Schneidplatten liegend angeordnet und im Schnitt nur 10° - 15° zur Schnittfläche geneigt.
Selbst wenn die Wendeplatte um 0,1mm verdreht werden könnte würde das im Schnittbild nur ein paar Hundertstel Millimeter in der Tiefe ausmachen. Heißt: du merkst eine leicht verdrehte Platte gar nicht.
Wegen der Maß-Toleranz der Wendeplatten gab es auch einige "Meinungen". Dazu mal die Fakten:
ich habe normale Wendeplatten für Hobelwellen mal vermessen: Toleranz über die Schneiden gemessen + / - 0,01mm
Zum Thema "Welche Qualität müssen die Schrauben zur Befestigung der Wendeplatten haben" habe ich einige Fragen bekommen weil es in diesem Thread ja sehr lässige Meinungen, dazu aber keine Fakten gab.
Selbst in Blogs liest man immer wieder von "weichen Schrauben, geringe Qualität, nicht so genau..." etc.
Aus meiner Sicht sind das brandgefährliche Aussagen weil sie nicht versierte Anwender (und offensichtlich auch Profis) dazu verleiten mit dem Thema etwas zu lässig umzugehen.
Ich werde zeitnah einen neuen Thread erstellen in dem die Anforderungen und Zusammenhänge bei der Schraub-Befestigung von Wendeplatten mal näher beleuchtet werden. Wird interessant...
Viele Grüße
Alois
Das ist aber keine Shinko Wendeplatte. Wie willst du von ner beliebigen Wendeplatte auf die im Shinko verwendeten schließen? Mit ner Probengröße von 2 Platten...
Die Zentrierung der Bohrung hat auch einen Einfluss auf den Sitz der Platte, die ist hier auch nicht berücksichtigt.
Ich geh auch davon aus dass Dommi den Keilwinkel gemessen hat. Definitiv wenn er den Winkel so überschlagen hat wie von Paul vorgeschlagen.
Versuch doch bitte mal etwas einfach zu erklären, ohne die Seitenhiebe die du so gerne austeilst. Das wär eine Wohltat!
Die Zentrierung der Bohrung hat auch einen Einfluss auf den Sitz der Platte, die ist hier auch nicht berücksichtigt.
Ich geh auch davon aus dass Dommi den Keilwinkel gemessen hat. Definitiv wenn er den Winkel so überschlagen hat wie von Paul vorgeschlagen.
Versuch doch bitte mal etwas einfach zu erklären, ohne die Seitenhiebe die du so gerne austeilst. Das wär eine Wohltat!
Kerstenk
ww-robinie
zumal die Shinko Platten HSS sind und seine VHM, beide in der Herstellung unterschiedlicher wie es kaum geht.Das ist aber keine Shinko Wendeplatte. Wie willst du von ner beliebigen Wendeplatte auf die im Shinko verwendeten schließen?

Gelöschtes Mitglied 109767
Gäste
@Kerstenk
ich versuche mal deinen Beitrag zu beantworten - ich hoffe es gelingt im richtigen Kontext, weil es offenbar einen Post davor gibt den ein von mir ignorierter Forist verfasst hat. Und den sehe ich nicht - oder besser will ihn nicht sehen
Ich gehe mal davon aus, dass es bei deinem Kommentar um die Genauigkeit der Platten geht. Ja - die Dinger sind relativ genau - gemessen mit +/- 0,01mm. Hatte insgesamt 5 Platten zum Messen zur Verfügung. Das ist mit den heutigen Herstellverfahren auch überhaupt kein Problem - man muss sich eher anstrengen wenn man ungenau (außerhalb der Maschinengenauigkeit der Schleifmaschinen) arbeiten will.
Die Herstellung des Platten-Grundwerkstoffs selbst ist absolut unterschiedlich - da hast du recht. Die Genauigkeit der Platten wird aber durch das Planschleifen und dann das schleifen der Schneide erreicht. Beim finalen Schleifvorgang der Schneiden werden beide Varianten im Konus / Senkung der WP-Bohrung aufgenommen, gespannt und dann geschliffen.
Das bedeutet, dass Bohrung / Konus und Außenflächen der WP absolut exakt zueinander liegen und die Bohrung auch zwangsweise exakt in der Schneidenmitte liegt. Anders geht es schlicht nicht - ist einfache Geometrie.
Ich kenne auch kein anderes Herstellverfahren - oder besser Spannverfahren um Wendeplatten an allen Flächen in einer Aufspannung rationell zu schleifen. Wie es dabei zu signifikanten Ungenauigkeiten kommen soll sehe ich nicht. Die Dinger werden automatisch präzise und exakt symmetrisch.
Und es geht wohl niemand ernsthaft davon aus, dass für die paar Shinko-Platten extra die Schleifmaschinen in der Genauigkeit heruntergeschraubt werden wenn davor und danach dann wieder Millionen von Wendeplatten mit dem Industrie-Standard bearbeitet werden. Ich kenne auch keine WP-Spezifikation bzw. Norm die höhere Toleranzen als 0,02mm zulässt. Das wäre ja auch fatal wenn man Platten dreht oder austauscht.
Um Diskussionen zu vermeiden:
Hier sieht man wie die Wendeplatten in ihrer Bohrung aufgenommen und dann allseitig geschliffen werden:
https://www.urdiamant.cz/de/produkt...eiben-fuer-schleifen-von-wendeschneidplatten/
In dem Video auf der verlinkten Seite unten sieht man gleich am Anfang den Aufnahme / Zentrier und dann den Schleifprozess der Platten.
Ich kenne die Produktion von Sandvik - da wird es genauso gemacht.
Jetzt wird vielleicht auch verständlich, dass es mit den Schrauben nicht so einfach ist... Da kommt aber noch ein Post...
Bei 2-schneidigen Wendeplatten bekommt die Rückseite (keine Schneide) an den Außenseiten i.d.R. einen Kalibrierschliff (die Mitte der Platte ist dann normalerweise ausgespart - so wie es offensichtlich ja auch bei den SHINKO-Platten der Fall ist.
Viele Grüße
Alois
ich versuche mal deinen Beitrag zu beantworten - ich hoffe es gelingt im richtigen Kontext, weil es offenbar einen Post davor gibt den ein von mir ignorierter Forist verfasst hat. Und den sehe ich nicht - oder besser will ihn nicht sehen
Ich gehe mal davon aus, dass es bei deinem Kommentar um die Genauigkeit der Platten geht. Ja - die Dinger sind relativ genau - gemessen mit +/- 0,01mm. Hatte insgesamt 5 Platten zum Messen zur Verfügung. Das ist mit den heutigen Herstellverfahren auch überhaupt kein Problem - man muss sich eher anstrengen wenn man ungenau (außerhalb der Maschinengenauigkeit der Schleifmaschinen) arbeiten will.
Die Herstellung des Platten-Grundwerkstoffs selbst ist absolut unterschiedlich - da hast du recht. Die Genauigkeit der Platten wird aber durch das Planschleifen und dann das schleifen der Schneide erreicht. Beim finalen Schleifvorgang der Schneiden werden beide Varianten im Konus / Senkung der WP-Bohrung aufgenommen, gespannt und dann geschliffen.
Das bedeutet, dass Bohrung / Konus und Außenflächen der WP absolut exakt zueinander liegen und die Bohrung auch zwangsweise exakt in der Schneidenmitte liegt. Anders geht es schlicht nicht - ist einfache Geometrie.
Ich kenne auch kein anderes Herstellverfahren - oder besser Spannverfahren um Wendeplatten an allen Flächen in einer Aufspannung rationell zu schleifen. Wie es dabei zu signifikanten Ungenauigkeiten kommen soll sehe ich nicht. Die Dinger werden automatisch präzise und exakt symmetrisch.
Und es geht wohl niemand ernsthaft davon aus, dass für die paar Shinko-Platten extra die Schleifmaschinen in der Genauigkeit heruntergeschraubt werden wenn davor und danach dann wieder Millionen von Wendeplatten mit dem Industrie-Standard bearbeitet werden. Ich kenne auch keine WP-Spezifikation bzw. Norm die höhere Toleranzen als 0,02mm zulässt. Das wäre ja auch fatal wenn man Platten dreht oder austauscht.
Um Diskussionen zu vermeiden:
Hier sieht man wie die Wendeplatten in ihrer Bohrung aufgenommen und dann allseitig geschliffen werden:
https://www.urdiamant.cz/de/produkt...eiben-fuer-schleifen-von-wendeschneidplatten/
In dem Video auf der verlinkten Seite unten sieht man gleich am Anfang den Aufnahme / Zentrier und dann den Schleifprozess der Platten.
Ich kenne die Produktion von Sandvik - da wird es genauso gemacht.
Jetzt wird vielleicht auch verständlich, dass es mit den Schrauben nicht so einfach ist... Da kommt aber noch ein Post...
Bei 2-schneidigen Wendeplatten bekommt die Rückseite (keine Schneide) an den Außenseiten i.d.R. einen Kalibrierschliff (die Mitte der Platte ist dann normalerweise ausgespart - so wie es offensichtlich ja auch bei den SHINKO-Platten der Fall ist.
Viele Grüße
Alois
Gelöschtes Mitglied 109767
Gäste
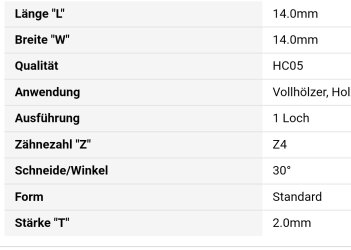
Achtung: bei den von dir verlinkten "Original-Messern" ist mit Cutting Angle 50° der Freiwinkel gemeint.Also die Angaben der Schneidwinkel sind von jeweiligen Hersteller.
Bild 1 die 4 Schneidigen Messer
Bild 2 die Original Messer.
Der Schneidenwinkel (Keilwinkel) ist dann 40°. Sieht man auch auf der zugehörigen Zeichnung:

Quelle: https://www.amazon.com/dp/B09NQY6V2...mzn1.sym.e06954f1-ab26-49e7-940f-21fea3d5decd
Viele Grüße
Alois
Kerstenk
ww-robinie
das ist der Nachteil wenn man jemanden Ignoriert@Kerstenk
ich versuche mal deinen Beitrag zu beantworten - ich hoffe es gelingt im richtigen Kontext, weil es offenbar einen Post davor gibt den ein von mir ignorierter Forist verfasst hat. Und den sehe ich nicht - oder besser will ihn nicht sehen
Gelöschtes Mitglied 109767
Gäste
Je kleiner der Schneidenwinkel ist, um so empfindlicher in Punkto Schneidenausbrüche - aber auch um so "spitzer = schärfer" ist die Schneide.Ah. Danke. Dann habe ich das verwechselt.
Deshalb neigt das Shinko Messer eher zu Ausbrüchen?
Müsste dann aber doch ein schöneres Hobelbild ergeben oder verwechsel ich da wieder was?
Hartmetallschneiden brechen wegen ihrer Sprödigkeit bei gleichen Schneidenwinkeln und gleicher Belastung schneller als HSS-Schneiden.
Theoretisch kann mit einer "spitzeren / schärferen" Schneide ein besseres Hobelbild erzeugt werden. Aber die Hersteller wissen was ihre Maschine kann (und was nicht) und wählen i.d.R. den besten Kompromiss.
Die gleichen Messer sollen ja Hart- und Weichholz bearbeiten und eine gute Standzeit haben. Also ist im Hobbybereich immer ein Kompromiss gefragt wenn du nicht je nach Holzart jeweils andere Messer verwenden willst.
Viele Grüße
Alois
